
网站公告:
新闻资讯
最新信息
联系我们
名称:上海顾高能源科技有限公司
联 系人:顾先生
手 机:13701742848
Q Q :1085003134
网 址:www.688si.com
邮 箱:1085003134@qq.com
地 址:上海浦东成山路3188号
公司新闻
超薄硅片倒角工艺研究
2016-11-22 来源:网络 作者:佚名 阅读:次 【打印此页】
超薄硅片倒角工艺研究
在硅片加工的前期工程中,由于切割成型的硅片存在着边缘崩口、裂纹、应力集中等物理特性差的现象,需用倒角机来对硅片进行边缘磨削加工,以改善硅片的物理性能,随着硅片厚度的减小,硅片边缘越来越容易出现崩边,碎片率也逐渐提升,砂轮寿命也在逐渐降低,硅片的倒角技术逐渐变为一个难题。本文通过对砂轮转速、吸盘转速的改变来开展工艺试验,当加工超薄硅片时适当减小砂轮转速,可明显提高硅片边缘倒角质量;吸盘转速一般稳定在15mm/s左右时,加工速率相对比较高,边缘质量也会得到最大程度的保证。
硅片倒角(EdgeGrinding)加工的目的是要消除硅片边缘由于经切割加工后所产生的棱角、毛刺、崩边、裂缝、或其他的缺陷和各种边缘表面污染,从而降低硅片边缘的机械强度、减少颗粒的表面沾污[1]。
随着市场竞争的逐日激烈,各大厂商纷纷采用更薄更大的硅片。由于厚度的减小,硅片的机械强度也随之较小。超薄硅片一般是指厚度不大于300μm的硅片,为了适应市场变化,一种新的超薄片的倒角技术应运而生。
1.硅片加工原理
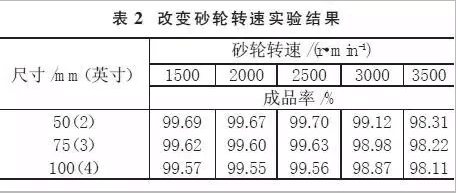
待边缘表面倒角加工的硅片被固定在一个可以旋转的真空吸盘上,在其边缘方向有一个高速旋转的金刚石倒角砂轮,两者间作相对的旋转运动,同时加入相宜的磨削液,经磨削加工以达到所要求的直径尺寸和边缘轮廓形状,完成硅片边缘表面的磨削加工。
硅片边缘表面形状可根据IC技术要求、参照SEMI标准或按照用户要求进行倒角磨削加工。一般讲,用R形磨轮比用T形磨轮加工效率高约30%,所以大部分采用R形砂轮倒角。
2.实验
2.1倒角机及砂轮
目前国内半导体材料生产厂家,大多使用的是日本东精精密生产的W-GM系列倒角机和大途株式会社的WBM系列倒角机[2],普遍采用200mm(8英寸)倒角砂轮。当前国内倒角机设备使用的砂轮从制造方法上主要有两种类型:一种是电镀法的磨轮;一种是烧结法的磨轮。电镀法的磨轮主要是美国生产的Diamotec和Nifec等,烧结法的磨轮主要有日本的Asahi(SUN)、KGW等。倒角工艺主要是根据倒角设备的情况和所使用的磨轮磨削材料的粒度选定合适的磨轮转速、硅片转速、硅片去除量、倒角圈数、砂轮型号、切削液类型、切削液流量等来生产出满足客户需求的产品[3]。本实验采用的是日本东京精密WGM4200E倒角机(见图1所示),砂轮选用的是一对KGW砂轮(811-10-20-1000)。标准形状磨削轮如图2所示。
2.2实验过程
为了实验方便,我们只选用带一个参考面的硅片进行分析。硅片信息如表1(均为N<111>晶向,电阻率40Ω・cm±5Ω・cm)。

实验中分别对吸盘转速、砂轮转速进行了研究,其他因素均相同。
实验结果见表2、表3。
2.3实验结果分析
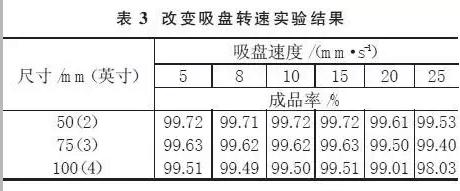
根据表2可以得出,当其他加工条件相同时,随着砂轮转速的提高,在低速阶段(1500~2500r/min)对成品率并没有很大的影响,当砂轮转速超过2500r/min以后,成品率随转速提高而降低。
根据表3可以得出,当其他加工条件相同时,随着吸盘转速的提高,在5~15mm/s范围内时,吸盘转速对成品率并没有很大影响,但超过15mm/s以后,成品率随转速提高而降低。综合表2和表3,得出在相同条件下尺寸越大,成品率相对就比较低,因为随着尺寸的增加,硅片周长越长,出现边缘不良的几率就会越大。
3.结论
当加工超薄硅片时适当减小砂轮转速,可明显提高硅片边缘倒角质量;吸盘转速一般稳定在15mm/s左右时,加工速率相对比较高,边缘质量也会得到最大程度的保证。
上海顾高硅片回收公司高价硅片回收 太阳能硅片回收 单晶硅片回收 多晶硅片回收 硅料回收 废硅料硅片回收
在硅片加工的前期工程中,由于切割成型的硅片存在着边缘崩口、裂纹、应力集中等物理特性差的现象,需用倒角机来对硅片进行边缘磨削加工,以改善硅片的物理性能,随着硅片厚度的减小,硅片边缘越来越容易出现崩边,碎片率也逐渐提升,砂轮寿命也在逐渐降低,硅片的倒角技术逐渐变为一个难题。本文通过对砂轮转速、吸盘转速的改变来开展工艺试验,当加工超薄硅片时适当减小砂轮转速,可明显提高硅片边缘倒角质量;吸盘转速一般稳定在15mm/s左右时,加工速率相对比较高,边缘质量也会得到最大程度的保证。
硅片倒角(EdgeGrinding)加工的目的是要消除硅片边缘由于经切割加工后所产生的棱角、毛刺、崩边、裂缝、或其他的缺陷和各种边缘表面污染,从而降低硅片边缘的机械强度、减少颗粒的表面沾污[1]。
随着市场竞争的逐日激烈,各大厂商纷纷采用更薄更大的硅片。由于厚度的减小,硅片的机械强度也随之较小。超薄硅片一般是指厚度不大于300μm的硅片,为了适应市场变化,一种新的超薄片的倒角技术应运而生。
1.硅片加工原理
待边缘表面倒角加工的硅片被固定在一个可以旋转的真空吸盘上,在其边缘方向有一个高速旋转的金刚石倒角砂轮,两者间作相对的旋转运动,同时加入相宜的磨削液,经磨削加工以达到所要求的直径尺寸和边缘轮廓形状,完成硅片边缘表面的磨削加工。
硅片边缘表面形状可根据IC技术要求、参照SEMI标准或按照用户要求进行倒角磨削加工。一般讲,用R形磨轮比用T形磨轮加工效率高约30%,所以大部分采用R形砂轮倒角。
2.实验
2.1倒角机及砂轮
目前国内半导体材料生产厂家,大多使用的是日本东精精密生产的W-GM系列倒角机和大途株式会社的WBM系列倒角机[2],普遍采用200mm(8英寸)倒角砂轮。当前国内倒角机设备使用的砂轮从制造方法上主要有两种类型:一种是电镀法的磨轮;一种是烧结法的磨轮。电镀法的磨轮主要是美国生产的Diamotec和Nifec等,烧结法的磨轮主要有日本的Asahi(SUN)、KGW等。倒角工艺主要是根据倒角设备的情况和所使用的磨轮磨削材料的粒度选定合适的磨轮转速、硅片转速、硅片去除量、倒角圈数、砂轮型号、切削液类型、切削液流量等来生产出满足客户需求的产品[3]。本实验采用的是日本东京精密WGM4200E倒角机(见图1所示),砂轮选用的是一对KGW砂轮(811-10-20-1000)。标准形状磨削轮如图2所示。
2.2实验过程
为了实验方便,我们只选用带一个参考面的硅片进行分析。硅片信息如表1(均为N<111>晶向,电阻率40Ω・cm±5Ω・cm)。
实验中分别对吸盘转速、砂轮转速进行了研究,其他因素均相同。
实验结果见表2、表3。
2.3实验结果分析
根据表2可以得出,当其他加工条件相同时,随着砂轮转速的提高,在低速阶段(1500~2500r/min)对成品率并没有很大的影响,当砂轮转速超过2500r/min以后,成品率随转速提高而降低。
根据表3可以得出,当其他加工条件相同时,随着吸盘转速的提高,在5~15mm/s范围内时,吸盘转速对成品率并没有很大影响,但超过15mm/s以后,成品率随转速提高而降低。综合表2和表3,得出在相同条件下尺寸越大,成品率相对就比较低,因为随着尺寸的增加,硅片周长越长,出现边缘不良的几率就会越大。
3.结论
当加工超薄硅片时适当减小砂轮转速,可明显提高硅片边缘倒角质量;吸盘转速一般稳定在15mm/s左右时,加工速率相对比较高,边缘质量也会得到最大程度的保证。
上海顾高硅片回收公司高价硅片回收 太阳能硅片回收 单晶硅片回收 多晶硅片回收 硅料回收 废硅料硅片回收
网址:www.688si.com 咨询电话 :13701742848 (注:此信息长期有效 )
上一篇:
无锡电池片回收硅片 苏州电池片回收
下一篇:
寒冬之下 如何保养太阳能光伏发电系统?